



- Mange gode grunner til å sveise mer PE med High Force-metoden
 Foto: Jørn Søderholm
Foto: Jørn Søderholm
Publisert: 10 Mar 2023
Av Elg Ragnar Thunes, deleier, HMSK- og HR-leder i Bluegreen Fusion AS
(Alle foto: Jørn Søderholm)
High Force-metoden er en ISO-godkjent metode for PE-sveising. Den er raskere, skaper bedre framdrift på anlegg og er mer konstadseffektiv for ledningseier. Også på vannledninger med høyt trykk som skal ligge i bakken i over 100 år. Det er en velprøvd og godt dokumentert metode som brukes mye i andre deler av verden. Vi mener det er...
- Mange gode grunner til at metoden også bør brukes her i landet
- Ingen gode grunner til å fraråde metoden, som den nordiske plastrørsgruppen gjør i dag
Bluegreen bygger med PE og termoplast
Vi i Bluegreen er en spesialist som opptrer i rollene som rådgiver, prosjekterende og utførende innen plastsveising. Vi prosjekter og sveiser "alt" i plast, og er et kompetansemiljø med ledende internasjonal ekspertise på termoplast. PE-sveising innen VA og akvakultur er to viktige deler av det vi gjør.
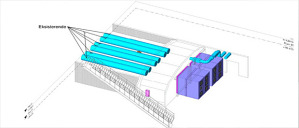
Vinteren og våren 2023 er i vi full gang med bygging av en 22 000 kubikkmeter stor flytende tank som skal bli en lukket merd i fiskeoppdrett til havs. Et svært spennende prosjekt og en morsom utfordring for vår kompetanse og våre løsninger.

Tanken skal etter planen fraktes til nordvestlandet og settes i sjøen i månedsskiftet mars-april.

Denne type nyskapende prosjekt gjør at både vi som plastspesialist, plast som materiale samt både plast- og akvakulturbransjene tar betydelige skritt framover. Vi må utvikle og etablere nye sveisemetoder og -prosedyrer for dette, da det er "custom" bygging som ikke er gjort tidligere.

Vi lager også vanntette og gjenvinnbare PE vannkummer, godkjent etter VA Miljøblad 112 og bygget på vårt verksted i Skien.
Mye av det vi gjør utføres med sveising etter High Force-metoden. Vi utfører også svært mye sveising av PE-ledninger etter vanlig norsk standard. Maskinimportør er vi også, som distributør for sveisemaskiner fra amerikanske McElroy. Det familieeide selskapet har hovedkvarter og produksjon i Tulsa, Oklahoma. McElroy har siden 50-tallet drevet utviklingen innen sveisemaskiner. Teknologiske innovasjoner på sveisemaskiner spiller en viktig rolle i det nevnte større bildet. McElroy omsetter på verdensbasis ca én milliard norske kroner kun på produksjon og salg av sveisemaskiner og -utstyr for termoplast.
Denne vinteren tar vi i bruk landets første eksemplar av en ny McElroy Trackstar 900i, en selvkjørende beltegående sveisemaskin med datastyring og logging av sveising.

Bildene over og under er fra opplæringen på den nye sveisemaskinen i januar 2023.

McElroy sveisemaskiner
Noen vil se McElroy sveisemaskiner og High Force-metoden som ett og det samme. Det er ikke riktig. McElroy sveisemaskiner kan sveise etter alle relevante metoder og standarder. Uansett om det er High Force, INSTA-2072, tysk DVS-sveising eller hvilken som helst annen standard. Sveising etter hvilken som helst standard og metode kan gjøres med akkurat den samme maskinen, bare med ulike innstillinger.
I et tidligere innlegg her på Rørbloggen har Henrik Carlsson rettet kritikk mot sveisemetoden SHP. Det vil si PE-sveising etter det som kalles både "High Pressure" og "High Force". Vi bruker sistnevnte betegnelse.
Forskjellen på SHP og her til lands mer kjente SLP "Low Pressure" metoder er at "High Force" metoden baserer seg på at sveisemaskinen presser rørendene sammen med høyere trykk i sveise- og kjølefasen. Dette høyere trykket gir kortere kjøletid pr. skjøt og dermed flere produserte meter ledning pr dag.
High Force gir flere sveiseskjøter per arbeidstime
Det er i all enkelhet den viktigste grunnen til at metoden bør vurderes og brukes mer. Kortere tid per skjøt, flere skjøter og flere meter ledning pr dag.

PE-ledning under bygging ved Drammen (over). På bildet under Elg Ragnar Thunes (t.v.) og sveiser Tim Robinson i Bluegreen.

Arbeidstid er en av de mest kostbare innsatsfaktorene i anleggs- og VA-bransjen. Metoder og utstyr som kan å få flere meter ledning ut av hver arbeidstime vil kort og godt gi flere meter ledning innenfor et gitt budsjett. Hver eneste dag ser vi konkrete eksempler på at raskere sveising er raskere og mer produktivt, og gjør at vi får mer produksjon ut av hver arbeidstime.
Les også Henrik Carlssons innlegg: Dette er viktig å vite om sveisemetoden SHP
Kvalitet er viktigere enn tid
Tid og penger er mye, men ikke alt. Alle som sveiser PE profesjonelt vet at kvalitet er viktigere enn fart, ti av ti ganger. Det hjelper ikke at vi har sveist ferdig et par kilometer vannledning en dag kjappere enn planlagt, hvis en dårlig sveiseskjøt gjør ledningen ubrukelig etter at den er gravd ned eller senket i fjorden. PE-ledninger har en svært lang levetid på materialet, inkludert riktig utførte sveiser.
Kvalitet trumfer fart – alltid. Men den kvaliteten styres også av andre ting enn om sveisemaskinen trykker rørendene sammen med høyt eller lavt trykk.
To spesielt viktige faktorer:
-
Omstillingstiden - tiden fra varmeplata fjernes til rørendene trykkes sammen. Den bør være så kort som praktisk mulig. Hvert sekund omstillingstid reduserer kvaliteten på den ferdige sveisen og øker risikoen for at sveiseflaten blir forurenset.
-
Konsistens - at alle sveiser i en ledning er mest mulig lik prosedyresveisen. Det vil si at første og siste sveis i ledningen – og alle derimellom – skal være helt like.
Omstillingstid og konsistent kvalitet på alle sveiser har ingenting med høyt eller lavt trykk å gjøre. Her vet vi at godt opplært personell, moderne sveisemaskiner, gode prosedyrer og godt organiserte sveisestasjoner er avgjørende.
Uansett hvilken sveisestandard som velges må sveisearbeidene utføres på en kontrollert og faglig riktig måte.
Automatisk sveisemaskin
Hos oss i Bluegreen vet vi at sveisemaskiner med høy grad av automatisering gjør det lettere å både få ned omstillingstiden og opprettholde en maksimal repeterbarhet på sveisene i en ledning.
Under opplæringen på den nye Trackstar-maskinen i januar kunne vi holde omstillingstiden nede i 6-7 sekunder allerede fra første sveis av Ø900 SDR 21, for å nevne ett eksempel.

F.v. Malcolm Profit i McElroy, Elg Ragnar Thunes i Bluegreen og Alex Palaiologos i McElroy. Her på Bluegreens verksted i Stathelle i forbindelse med opplæring på den nye helautomatiske sveisemaskinen McElroy Trackstar 900i.
Så har vi det andre: Ingen gode grunner til å fraråde bruk av High Force-metoden.
High Force sveisemetode
Henrik Carlsson argumenterer med at SHP-metoden er for dårlig dokumentert i langtidsegenskaper. Den nordiske plastrørgruppen er også skeptiske til metoden, og medlemmene i gruppen fraråder at metoden brukes på sveising av deres rør i trykkbærende vannledninger i permanente installasjoner.
Det er viktig å understreke at jeg ikke ønsker å kritisere andres meninger, kun korrigere det vi anser som faktafeil og uriktig fremstilling.
PE i USA
Carlssons skriver i artikkelen om SHP-metoden at den i USA og Canada har blitt brukt til å "...sveise deponigassledninger, gruveledninger og lignende (...)til å flytte borkaks i 10 år".
Altså ledninger med underforstått lave krav til bestandighet og levetid. Det er ikke riktig, og jeg mener det er en alvorlig undervurdering av hva PE brukes til i USA.
USA har lengre erfaring enn de fleste land med bruk av PE i rørledninger. Så godt som alt av vannledninger – inkludert trykkbærende drikkevannsledninger – og over 90 prosent av trykkbærende gassledninger bygges med PE. PE brukes også i atomkraftverk (!), i tillegg til at det brukes i nevnte gruvedrift.

Det aller meste av PE i USA er sveiset med High Force-metoden, gjennom mer enn 50 år. Metoden blir også brukt i økende omfang i andre deler av verden. Deriblant i resten av Amerika og i Australia . Også Sør-Afrika, har relativt nylig akseptert og tatt metoden i bruk.
Testing og kvalitet
Det er godt dokumentert at High Force-sveiseskjøter består trykkprøving og strekktester akkurat like godt som lavtrykksskjøter.
Det har gjennom årene blitt utført tester i USA, i regi av både Plastic Pipe Institute i Dallas, Texas, og Nuclear Energy Institute i Washington DC. Hydrostatiske tester og brukserfaringer over flere tiår gir ingen som helst indikasjoner på High Force-sveiseskjøter holder lavere kvalitet eller har kortere levetid enn sveiser utført med lavere trykk i kjøletiden.
Dokumentasjon er nødvendig
Vi erkjenner at dokumentasjon fra andre land ikke nødvendigvis blir akseptert som fullgod dokumentasjon på på egenskaper plastrørbransjen og ledningseiere i VA-bransjen i Skandinavia krever. Vi er også interessert i å få etablert dokumentasjon på metoden kan bygge opp under metodens troverdighet, og fjerne noe av den uvitenhet og frykt vi registrerer i plastrørbransjen.
Det er viktig å huske at standarder og krav til PE-sveising for bruk i krevende VA-installasjoner er et område i stadig endring og utvikling. At vår hjemlige INSTA-2072-standard erstattet INF-standarden i fjor er nettopp et utslag av det, med endrede sveiseprosedyrer og lengre sveisetider.
Vi har ikke kommet til enden av utviklingen, kun et stykke på veien. Det er en vei som fører oss stadig videre mot bedre sveising og mot PE som et bedre og mer konkurransedyktig rørmateriale.
High Force-metoden har sin naturlige plass på den veien, som et viktig alternativ til INSTA 2072 og andre standarder.
Mål: Bedre PE-ledninger og mer for pengene
Seriøse aktører i alle ledd i bransjen har en felles forpliktelse til å bidra til utvikling og innovasjon, til nytte for de som er våre egentlige kunder: Ledningseierne – og deretter du og jeg, som betaler vannavgift i våre kommuner.
Landet står overfor et voldsomt behov for oppgradering av VA infrastruktur, og vi kommer til å mangle kunnskap og kapasitet i alle ledd. Derfor må vi snu alle steiner og titte bak alle dører, på leting etter muligheter til å bygge flere meter ny ledning for pengene, med fullgod kvalitet og til en lavest mulig kostnad.
Vi kan og skal gjøre PE til et enda bedre og mer konkurransedyktig rørmateriale, og vi må sørge for mer ledning for pengene. Vi som spesialistmiljø har felles interesser med rørprodusenter, sveiseentreprenører og andre aktører i å få utviklet skandinavisk dokumentasjon også på de raskere sveisemetodene.
Vi må ta en aktiv rolle i dette selv, og vi ser fram til en nær og god dialog med andre aktører i bransjen om teknologi og metoder som bringe utviklingen videre.
KILDE: denne fagartikkelen ble først publisert på Rørbloggen, hallingplast.no
Rørbloggen leverer innsikt, ekspertise, erfaringer og inspirasjon om PE trykkrør – rørdeler – vann og avløp.
-

God sommer fra VVS aktuelt!
VVS aktuelt ønsker lesere, annonsører, følgere og samarbeidspartnere en riktig god sommer!
-

Å forstå vanndata blir viktigere enn noen gang
Ny studie fra Smartvatten viser at mer enn 50 prosent av boligbygg opplever månedlige vannlekkasjer. Dette kan koste huseiere millioner av kroner årlig.
-

- La oss hylle rørleggeren
Hva gjør du når vannet er fryst første nyttårsdag, eller når varmtvannsberederen streiker på lille julaften? Jo – du ringer rørleggeren.
-

Samler data fra over 60 solcelleanlegg i én plattform
Oslobygg har inngått en 10 års rammeavtale for overvåkning av foretakets 62 solcelleanlegg med norske Guard Automation.
-

Currentum satser videre i Norge
Veas Rør AS slutter seg til den nordiske installasjonsgruppen Currentum AS, som består av over 60 selskaper i Norge, Sverige og Finland.
-

Bravida sikrer seg tverrfaglige kontrakt med JV AF Ghella
Bravida Region Innlandet & Oslo Prosjekt skal levere et tverrfaglig prosjekt innen elektro, rør og ventilasjon til rentvannstunnelen som er del av prosjekt Ny vannforsyning til Oslo.
-

Oslo kommune tar grep mot legemidler og miljøgifter
Bekkelaget renseanlegg i Oslo tilrettelegges nå for å teste ut nye prosesser som skal rense legemidler og miljøgifter.
-

Porsche tar energigrep i kompleks bygningsmasse
På Oslos østkant tar Porsche Center Oslo grep om både energiforbruk, strømregning og klimafotavtrykk. Bedriften har skaffet seg servicetjenesten smart digital driftsstøtte, levert av GK.
-

- Det er en farlig tid å være uforsikret på
Tall fra Allianz Trade tyder på at forsikringsgraden i norsk bygg- og anleggsbransje er på vei opp, men fremdeles lavest i Norden.
-

Nordic Climate Group lanseres i Nederland
Nordic Climate Group etablerer seg i Nederland ved oppkjøp av Compair Airconditioning B.V., Capelle aan den Ijssel og T&S Klimaattechniek B.V., Woerden.
-

«Fuktfamilien» samles til seminar
Hva skjer hvis man slår av strømmen i en moderne hytte? Dette blir ett av mange spennende temaer på Nasjonalt fuktseminar i Oslo 19. april.
-

Heidenreich øker omsetningen og innfrir vekstambisjoner
Heidenreich har de siste årene hatt god salgsutvikling. 2022 viser også at selskapet innfrir på sine vekstambisjoner.
-

Bygger datasenter for TikTok
Green Mountain signerer avtale med TikTok og bygger Norges største datasenteranlegg i Heggvin Næringspark på Løten.
-

- Det kreves konkrete mål for å øke kvinneandelen i installasjonsbransjen
KRONIKK: Innen 2024 skal antallet kvinner i Assemblins produksjon i Norge dobles, fra 50 til 100. Det kan virke som et ambisiøst mål i en mannsdominert bransje, men vi er overbevist om at det kreves konkrete mål for virkelig å lykkes med å tiltrekke se...
-

Trykktesting til besvær
FAGARTIKKEL: - Konsekvensene for å ha liten kunnskap om trykktesting kan bli fatale og få store negative konsekvenser.
-

UiO tilbyr rammeavtale på pumpeservice
AKTUELLE PROSJEKTER: Universitetet i Oslo (UiO) ønsker å inngå rammeavtale med én leverandør som kan foreta service/kontroll, vedlikehold, reparasjon og nyinstallasjon av grunnvanns-, spillvanns-, kloakk-, og utendørs pumpeinstallasjoner.
Aktivitetskalender
-

Meld deg på Nordisk Vannskadeseminar
Nordisk Vannskadeseminar arrangeres annen hvert år på ulike steder i Norden. I år arrangeres seminaret på Aronsborg i Bålsta i Sverige, med Säker Vatten som vertskap. -

Tematreff om tilstandsvurdering av vannledninger
Holmestrand kommune og Kjeldaas AS inviterer til tematreff 12. juni om tilstandsvurdering av vannledninger i samarbeid med SSTT. -

Kontakt- og informasjonsmøte om produktdokumentasjon
Velkommen til SINTEFs årlige kontakt- og informasjonsmøte om produktdokumentasjon. Møtet er gratis og åpent for alle, men du må melde deg på. Delta fysisk eller digitalt. -
Kunstig intelligens i bransjen – inspirasjon og muligheter
VKE-konferansen 2024 og årsmøtet går av stabelen torsdag 25. april på Oslo Militære Samfund. -

Velkommen til Vann & Miljø 2024
Konferansen Vann & Miljø 2024 arrangeres 17. – 18. april på Quality Hotel Tønsberg / Oseberg Kulturhus. Konferansen er et samarbeid mellom AVK og Pipelife. -

Inviterer til VAnnfestival
Vannsenteret inviterer studenter med vannfag i hele Norge (bachelor og master) til VAnnfestival på Vannsenteret og Campus Ås. -

Snart braker det løs!
VA MESSENE 2024: Neste uke går startskuddet for VA Messene 2024, med premiere i Kristiansand. Få med deg en stor fagmesse og spennende foredrag! -

Kurs i uavhengig kontroll - våtrom
5. mars arrangeres kurs i uavhengig kontroll (SAK 10) - våtrom. Kurset er utviklet av Fagrådet for våtrom i samarbeid med Vinger Takst og Byggvurdering (VTB AS). Påmeldingsfrist er 29. februar -

Inviterer til RomVent2024
NORDBYGG 2024: En av verdens viktigste konferanser innen ventilasjon og inneklima finner sted på Nordbygg-messen i Stockholm 22.–25. april 2024. -

SINTEF med personsertifikat for service på minirenseanlegg
SINTEF Certification har nå utstedt de første personsertifikatene for servicepersonell for minirenseanlegg. -

Enovas nye støtteordninger for energieffektivisering i bygg
NOVAP inviterer til gratis seminar hvor du kan møte Enova som presenterer de nye investeringsstøtteordningene for boligselskap, yrkesbygg og energisentraler. -

Standard Norge inviterer til høringsmøte
Standard Norge inviterer til høringsmøte 1. februar. Her presenteres høringsforslagene på to nye standarder for alminnelige kontraktsbestemmelser for kjøp av varer og tekniske produkter innen bygg og anlegg. -

Hallingtreffs hederspris til Trond Alm
HALLINGTREFF 2024: Hallingtreffs ærespris har blitt tildelt Trond Alm, en av landets fremste ambassadører for inspeksjon og vedlikehold av avløpsrør -

Lanserer fagkurs sprinkler for utførende rørleggere
Rørentreprenørene Norge har i samarbeid med Kiwa og FG Skadeteknikk utarbeidet et grunnleggende fagkurs for vannbaserte slokkesystemer med hovedvekt på sprinkleranlegg. -

Inviterer til Multifagmesse 2024
Den 18. januar 2024 inviterer fremtredende aktører innen VVS, energi og ventilasjon til «Multifagmesse 2024» i Sarpsborg. -

VA-dagene - faglig «vårslepp» i vannbransjen
Etter påske inviterer PAM Norge igjen til VA-dagene. Det er fjerde gang konferansen arrangeres for fagfolk i vannbransjen.
Aktuelle prosjekter
-

Oslobygg tilbyr samspillsentreprise i skoleprosjekt
AKTUELLE PROSJEKTER: Oslo kommune v/ Oslobygg KF inviterer til åpen anbudskonkurranse i forbindelse med anskaffelse av samspillsentreprise Ellingsrud skole – rehabilitering og nybygg. -

Ønsker totalentreprenør til energiprosjekt
AKTUELLE PROSJEKTER: Lillestrøm kommune utlyser totalentreprise for bygging av energieffektiv undervarme til kunstgressbaner i Fetsund. -

Utlyser ventilasjonsprosjekt på Steinkjer
AKTUELLE PROSJEKTER: Steinkjerbygg KF utlyser totalentreprise på leveranser av nytt ventilasjonsanlegg ved Malm sykehjem. -

Tilbyr rammeavtale på rørleggertjenester på Hadeland
AKTUELLE PROSJEKTER: Innkjøpssamarbeidet på Hadeland tilbyr rammeavtale på rørleggertjenester. -

AF Gruppen bygger avløpsrenseanlegg i Skåne
SVERIGE: AF Gruppen har fått i oppdrag å bygge et nytt avløpsrenseanlegg i Knislinge i Östra Göinge kommune på vegne av Skåne Blekinge Vattentjänst AB (SBVT). -

Tilbyr rammeavtale på rørleggertjenester i Rørvik
AKTUELLE PROSJEKTER: Rørvik kommune ønsker å inngå rammeavtale om kjøp av rørlegger- og VVS-tjenester. -

Tilbyr rammeavtale på rørleggertjenester
AKTUELLE PROSJEKTER: Beiarn kommune i Nordland ønsker å opprette rammeavtale på anskaffelse av rørleggertjenester med tilhørende materiell. -

Tilbyr rammeavtale på digitalisering i bygg
AKTUELLE PROSJEKTER: Enebakk kommune tilbyr rammeavtale på digitaliseringsløsninger for bygg og eiendom. -

Skal legge sjøledninger i Brusdalsvatnet
AKTUELLE PROSJEKTER: Telemark SeaWorx AS har vunnet kontrakt på blant annet 4700 meter nye ledninger i Brusdalsvatnet til det nye vannbehandlingsanlegget i Fremmerholen. -

Tilbyr rammeavtale for levering av VA-materiell
AKTUELLE PROSJEKTER: Narvik kommune, ved Narvik Vann KF, ønsker å inngå rammeavtale for levering av VA-materiell. -
NRVA utlyser ventilasjonsprosjekt
AKTUELLE PROSJEKTER: Nedre Romerike vann- og avløpsselskap (NRVA) utlyser entreprise på utskifting av tilluftsystemer. -

Tilbyr rammeavtale på byggautomasjon
AKTUELLE PROSJEKTER: Asker kommune tilbyr rammeavtale innen byggautomasjon. Rammeavtalen omfatter tjenester knyttet til SD-byggautomasjon med materiell. -

Tilbyr rammeavtale på rørleggertjenester i Aurskog-Høland
AKTUELLE PROSJEKTER: Aurskog-Høland kommune utlyser konkurranse om rammeavtale for rørleggertjenester. Verdi: inntil 15 millioner kroner. -

Søker totalentreprenør til bassengprosjekt i Moss
AKTUELLE PROSJEKTER: Moss kommunale eiendomsselskap utlyser totalentreprise på levering og montering av nytt ventilasjonsanlegg og varmepumpeanlegg for Høienhall bad i Moss. -

Utlyser rammeavtaler på rådgivertjenester
AKTUELLE PROSJEKTER: Sør-Varanger kommune inviterer til konkurranse om rammeavtaler for rådgivende ingeniørtjenester. -

Tilbyr rammeavtale på rørleggertjenester
AKTUELLE PROSJEKTER: Rogaland fylkeskommune tilbyr rammeavtale for levering av rørleggertjenester og tilhørende materiell.
Bransjekommentar
-

Cadea ønsker å automatisere planlegging av VA-prosjekter
FAGARTIKKEL: Kan man automatisere planlegging av prosjekter i vann og avløp? Ja, mener Aleksander Eriksen i startup-selskapet Cadea. Nå utvikler de dataverktøy som skal bidra i to viktige faser av VA-prosjekter: Planlegging og utforming. -

Ønsker nytt lærefag for driftsoperatører i VA
BRANSJEKOMMENTAR: - Opprettelsen av et nytt lærefag for driftsoperatører i vann og avløp er en lang og komplisert byråkratisk prosess. Men det er fullt gjennomførbart. -

Er bygningens VVS-system rustet for ekstremevær?
FAGARTIKKEL: - Ekstreme værforhold er noe vi er godt vant med her i Norge, samtidig som dette stiller høye krav til bygninger og deres VVS-system. -

Bærekraft i praksis
KRONIKK: - Bærekraft i praksis er tydelige valg hvor du tar «det beste valget» for deg og dine etterkommere. Vanskelig er det selvsagt, men kom igjen folkens, dette får vi til sammen! -

Hvordan kan smart VVS gjøre bygg mer energieffektive?
FAGARTIKKEL: - Teknologien har endret måten vi utvikler og bygger nye bygninger på. Smarte bygninger står i spissen for denne utviklingen, der VVS-systemer realiserer potensialet til mer energieffektive bygninger. -

- Unngå sløsing med høyverdig pukk
FAGARTIKKEL: - Vi bør bruke mer stedlige masser der det ligger til rette for det, og sløse mindre med høyverdig pukk. Men en VA-grøft er også en helhetlig konstruksjon med rør og omfylling i samspill, og må behandles deretter. -

Hva er fettutskiller og hvem må ha dette?
FAGARTIKKEL: I alle virksomheter hvor avløpsvannet inneholder animalsk eller vegetabilsk fett eller olje, skal det være en fettutskiller. Unntaket er hvis fettinnholdet er lavt (ikke overskrider mer enn 150 mg pr liter). -

- Markedet for PE-vannkummer skyter fart
FAGARTIKKEL: - Nå har markedet virkelig fått øynene opp for tette PE-kummer, selv om de koster mer i innkjøp. Vi ser klart et voksende marked med de muligheter og fordeler som ligger i en tett vannkum - og generelt for PE som materiale. -

- Hvorfor bry seg med ventilasjon når bombene faller?
KRONIKK: Nei, det skal ikke handle om ventilering av tilfluktsrom, men at de viktige forholdene som ventilasjons- og inneklimabransjen jobber med ikke må bli glemt blant alt som konkurrerer om oppmerksomheten. -

- Ja til klimakrav
KRONIKK: Direktoratet for byggkvalitet inviterte nylig til et innspillsmøte om mulige klimagasskrav i bygningsregelverket, herunder TEK17. Det hilser vi varmt velkommen. -

- Hjertesukk fra en fagidiot
FAGARTIKKEL: - I en litt opphetet diskusjon for en tid tilbake fikk jeg følgende beskylding: «Alltid skal du være sånn inneklimaets vokter». Jeg kunne ikke kontre med annet enn at det var den største hedersbetegnelsen jeg kunne ha fått! -

- Tid for større energifleksibilitet
KRONIKK: - Et moderne og intelligent energisystem som benytter seg av etterspørselsbasert fleksibilitet vil kunne avlaste og stabilisere strømnettet ved toppbelastningsperioder. -

- Bygg og anleggsbransjen er et godt sted å være
KVINNEDAGEN 8. MARS: - Skal vi rekruttere flere kvinner må vi bruke mer tid på å snakke opp arbeidsplassen, og mindre tid på å snakke om de få mennene som ikke kan oppføre seg. -

– Det er nok ingen andre på Stortinget som har PE-rør til pynt
Hvordan kan du vekke politikeres interesse for VA? Tine Linnestad (H) har flere tips. Hun er en av få heltidspolitikere som både kan og bryr seg om vann og avløp. -

Hvordan få Enova-støtte til nye og eksisterende næringsbygg?
FAGARTIKKEL: Uansett om du skal renovere eksisterende bygningsmasse eller bygge nytt næringsbygg, bør du ta energismarte valg. -

Fiberlegging med minimale naturinngrep
FAGARTIKKEL: Norge får en ny, sterk fiberforbindelse mellom Oslo og Stavanger, som knytter oss bedre til internett og den digitale verden. Med loddfritt 40 mm SESU-cable fiberkabelrør går den godt beskyttet gjennom fjellvann og følsomt fjellterreng. Se hvordan leggingen gikk med minimale inngrep i miljøet.
Kurs og Seminarer
-
Meld deg på Nordisk Vannskadeseminar
Nordisk Vannskadeseminar arrangeres annen hvert år på ulike steder i Norden. I år arrangeres seminaret på Aronsborg i Bålsta i Sverige, med Säker Vatten som vertskap. -
Tematreff om tilstandsvurdering av vannledninger
Holmestrand kommune og Kjeldaas AS inviterer til tematreff 12. juni om tilstandsvurdering av vannledninger i samarbeid med SSTT. -
Kontakt- og informasjonsmøte om produktdokumentasjon
Velkommen til SINTEFs årlige kontakt- og informasjonsmøte om produktdokumentasjon. Møtet er gratis og åpent for alle, men du må melde deg på. Delta fysisk eller digitalt. -
Kunstig intelligens i bransjen – inspirasjon og muligheter
VKE-konferansen 2024 og årsmøtet går av stabelen torsdag 25. april på Oslo Militære Samfund. -
Velkommen til Vann & Miljø 2024
Konferansen Vann & Miljø 2024 arrangeres 17. – 18. april på Quality Hotel Tønsberg / Oseberg Kulturhus. Konferansen er et samarbeid mellom AVK og Pipelife. -
Inviterer til VAnnfestival
Vannsenteret inviterer studenter med vannfag i hele Norge (bachelor og master) til VAnnfestival på Vannsenteret og Campus Ås. -
Snart braker det løs!
VA MESSENE 2024: Neste uke går startskuddet for VA Messene 2024, med premiere i Kristiansand. Få med deg en stor fagmesse og spennende foredrag! -
Kurs i uavhengig kontroll - våtrom
5. mars arrangeres kurs i uavhengig kontroll (SAK 10) - våtrom. Kurset er utviklet av Fagrådet for våtrom i samarbeid med Vinger Takst og Byggvurdering (VTB AS). Påmeldingsfrist er 29. februar -
Inviterer til RomVent2024
NORDBYGG 2024: En av verdens viktigste konferanser innen ventilasjon og inneklima finner sted på Nordbygg-messen i Stockholm 22.–25. april 2024. -
SINTEF med personsertifikat for service på minirenseanlegg
SINTEF Certification har nå utstedt de første personsertifikatene for servicepersonell for minirenseanlegg. -
Enovas nye støtteordninger for energieffektivisering i bygg
NOVAP inviterer til gratis seminar hvor du kan møte Enova som presenterer de nye investeringsstøtteordningene for boligselskap, yrkesbygg og energisentraler. -
Standard Norge inviterer til høringsmøte
Standard Norge inviterer til høringsmøte 1. februar. Her presenteres høringsforslagene på to nye standarder for alminnelige kontraktsbestemmelser for kjøp av varer og tekniske produkter innen bygg og anlegg. -
Hallingtreffs hederspris til Trond Alm
HALLINGTREFF 2024: Hallingtreffs ærespris har blitt tildelt Trond Alm, en av landets fremste ambassadører for inspeksjon og vedlikehold av avløpsrør -
Lanserer fagkurs sprinkler for utførende rørleggere
Rørentreprenørene Norge har i samarbeid med Kiwa og FG Skadeteknikk utarbeidet et grunnleggende fagkurs for vannbaserte slokkesystemer med hovedvekt på sprinkleranlegg. -
Inviterer til Multifagmesse 2024
Den 18. januar 2024 inviterer fremtredende aktører innen VVS, energi og ventilasjon til «Multifagmesse 2024» i Sarpsborg. -
VA-dagene - faglig «vårslepp» i vannbransjen
Etter påske inviterer PAM Norge igjen til VA-dagene. Det er fjerde gang konferansen arrangeres for fagfolk i vannbransjen.
Produktnyheter
-

- Nå blir det lettere og enklere å tørke (ut) bygg
En ny avfukter på snaue 11 kg tåler tøff behandling, er effektiv og kan settes i gang enkelt og raskt. – En lett vei til full kontroll på fukt, sier Hilde Brønlund i F-Tech. -

Eaton lanserer nytt UPS-system
Eaton lanserer i dag et nytt plassbesparende og miljøoptimalisert UPS-system, myntet på datasentre. Systemet leveres med en komplett livssyklusanalyse og miljøpass som viser miljøpåvirkningen. -

Årets vaskeromsnyheter fra Vedum
PRODUKTNYHET: Svenske Vedum lanserer nå årets vaskeromsnyheter. Her møter den populære Maja-døren i linbeige en smart funksjonsvegg med Molly-døren i hvitpigmentert eik. -

Porsgrund lanserer Glow Art 2.0
PRODUKTNYHET: Porsgrund introduserer TurboFlush-teknologi i sin serie Glow Art 2.0, gulvstående toaletter. Installasjon av Glow Art 2.0 er svært enkel og metoden velkjent -

Vedum lanserer Flow i brunbeiset eik
PRODUKTNYHET: Varme naturtoner med et gedigent uttrykk og en eksklusiv følelse – det er stikkordene når svenske Vedum Kök & Bad lanserer årets andre baderomsmiljø. -

Gustavsberg først ut med kjøkkenkran i energiklasse A
Gustavsberg lanserer et nytt sortiment av Nye Nautic kjøkkenkraner med energiklasse A (SS-82 0000:2020). Kranene er utviklet og produsert i Vårgårda i Västra Götalands län. -

Geberit WC-system med 40 prosent raskere installasjon
Geberit introduserer sitt nye WC-system bestående av vegghengt toalett og innebygd sisterne. -

Scala Bad og Cosentino i enda tettere samarbeid
I samarbeid med Cosentino har Scala Bad laget egne DEKTON- servanter tilpasset bedriftens COMO- møbler. -

Geberit Silent-Pro SuperTube
PRODUKTNYHET: Det nyutviklede Geberit Silent-Pro SuperTube-systemet gjør planlegging av boligblokker og forskjøvne etasjer som terrasseblokker betydelig enklere. -

Slidedrain utfordrer slukmarkedet igjen
PRODUKTNYHET: Slidedrain lanserer linjesluk som er lett å montere, enkelt å rense, og som vil være kostnadsbesparende for rørleggeren å selge inn til sin kunde. -

Mer plass under dusjen – bedre kontroll over vannet
PRODUKTNYHET: To nye produktlinjer for montering i dusjen eller ved badekaret presenteres nå fra dusjspesialisten hansgrohe. -

Lanserer iBox universal 2
PRODUKTNYHET: hansgrohe iBox universal var en revolusjon for innebygd installasjon da den ble lansert for 23 år siden. Nå presenteres den nye generasjonen av innbyggingsdelen - iBox universal 2. -

Geberit lanserer AquaClean Alba
PRODUKTNYHET: Geberit utvider sin AquaClean-familie og introduserer AquaClean Alba, et enkelt og elegant dusjtoalett, som tilbyr høyeste kvalitet til en overraskende rimelig pris. -

SX-muffe for krevende bruksområder
PRODUKTNYHET: Armatec lanserer SX-muffen. Dette er en nyskapende løsning for perisolering av rørsystemer i krevende miljøer. SX-muffen er spesielt egnet for bruksområder der høy effektivitet og pålitelighet er avgjørende. -

Vedum med skandinavisk enkelhet i jordfarger
PRODUKTNYHET: Varmt, vennlig og innbydende - det er stikkordene for Vedums baderomsnyheter i 2024. Den første baderomsnyheten er Anno i den nye jordnære rødfargen, som får selskap av den klassiske Edit-døren. -

Er du klar for mer wow på badet?
PRODUKTNYHET: Med den nye YOU kolleksjonen legger Dansani opp til baderom med det lille ekstra, som inviterer deg til å starte hver dag med et smil.
Nyttekjøretøy
-

Nå kommer oppgradert ID. Buzz Cargo med 4MOTION firehjulsdrift
NYTTEKJØRETØY: Volkswagen ID. Buzz Cargo har etablert seg som Norges mest solgte varebil. Nå kommer modellen i oppgradert versjon, med vesentlig mer effekt, mer utstyr og 4MOTION firehjulsdrift. -

Helelektrisk også for landets rørinspektører
PipelineVision AS i Bærum er klar for leveranse av sin første helelektriske rørinspeksjonsbil for det norske markedet. -

Heidenreich tar grep for å nå hårete mål om utslippskutt
Heidenreich har en målsetning om å redusere sine utslipp med minimum 70% innen 2030. Nullutslippsløsninger innenfor transport er et av de viktigste tiltakene for å redusere de totale utslippstallene. -

- Sjokkerende dårlige intensiver
Under Arendalsuka har støtte og insentiver til elektriske varebiler vært et hett tema. RSA mener nullutslippsmålene i 2025 for el-varebiler kun kan nås dersom varebil-intensiver økes betraktelig, på linje med andre europeiske land. -

Først ut med helelektriske Ford E-Transit
De tre første kundeleverte E-Transit i Norge, som nylig ble utlevert hos Kverneland Bil i Stavanger, skal nå settes inn i den daglige driften og levere kontorrekvista og forbruksmateriell til bedrifter i Stavanger og Sandnes-regionen i Rogaland. -

Ford Transit Custom blir helelektrisk
Ford tok i dag nok et stort og viktig skritt på veien mot en helelektrisk fremtid da Ford Pro avslørte de første detaljene om den nye helelektriske E-Transit Custom. -

Fortsetter å sponse Norges Hyggeligste Håndverker
– Vi er svært fornøyd med fortsatt å være hovedsponsor for en kåring som skaper så mye engasjement og stolthet hos håndverkerne, sier Ingvild Øversveen, markedssjef for Volkswagen Nyttekjøretøy i Harald A. Møller AS. -

Først ute med «grønn rørinspeksjon»
JTR Gruppen, med hovedkontor på Nærbø, har fått overlevert sin første helelektriske rørinspeksjonsbil. Trolig er dette den første bilen i sitt slag i Norge. -

Har overtatt Fiat, Alfa Romeo og Jeep i Norge
Fra og med 1. desember 2021 har Bertel O. Steen overtatt importen av bilmerkene Fiat, Alfa Romeo og Jeep til Norge. -

Ford avduker neste generasjon av Ford Ranger: Smartere, tøffere og enda mer praktisk i bruk
Ford avduket i dag den smarteste, tøffeste og mest kapable Ranger pickup som noensinne er utviklet. -

Ranger i fire spesialutgaver
I løpet av året har Norge og Europas mest solgte pickup så langt i år, Ford Ranger, kommer i fire nye spesialutgaver. Nå skal de nye variantene prøvekjøres av europeisk presse. -

Tvinges til å kjøpe flere biler
Dagens regelverk tvinger KTV Group-eier Kennet Nilsen til å kjøpe flere biler enn han trenger. Årsaken er seteavgiften. Et baksete koster bygg og anleggsbedriften 674 000 kroner. -

Salgsstart på elektriske EQV varebil
Mercedes-Benz EQV varebil er et elektrisk alternativ med høyt fokus på komfort. Bilen har en rekkevidde på opptil 357 kilometer (WLTP), og kan hurtiglades med opptil 110 kW. Prisene starter på kr. 689.900,- og den kan bestilles allerede nå. -

Nye Ford E-Transit skal snart testes av norske kunder
Norge er et av tre land hvor den nye helelektriske varebilen Ford E-Transit snart skal tas i bruk i et stort kundetestprosjekt som gjennomføres i Europa. -

Ford lanserer to nye Ranger-spesialvarianter: Stormtrak og Wolftrak
Ford Ranger var Norges mest solgte pickup i Norge i fjor. Til høsten kommer den i ytterligere to spennende og eksklusive spesialvarianter: Ranger Stormtrak og Ranger Wolftrak. -

Toyota er Norges mest kjøpte bilmerke i første kvartal
Med over 6000 nyregistrerte biler så langt i år, topper Toyota listen over landets mest populære bilmerker ved å være størst både på person og varebil.